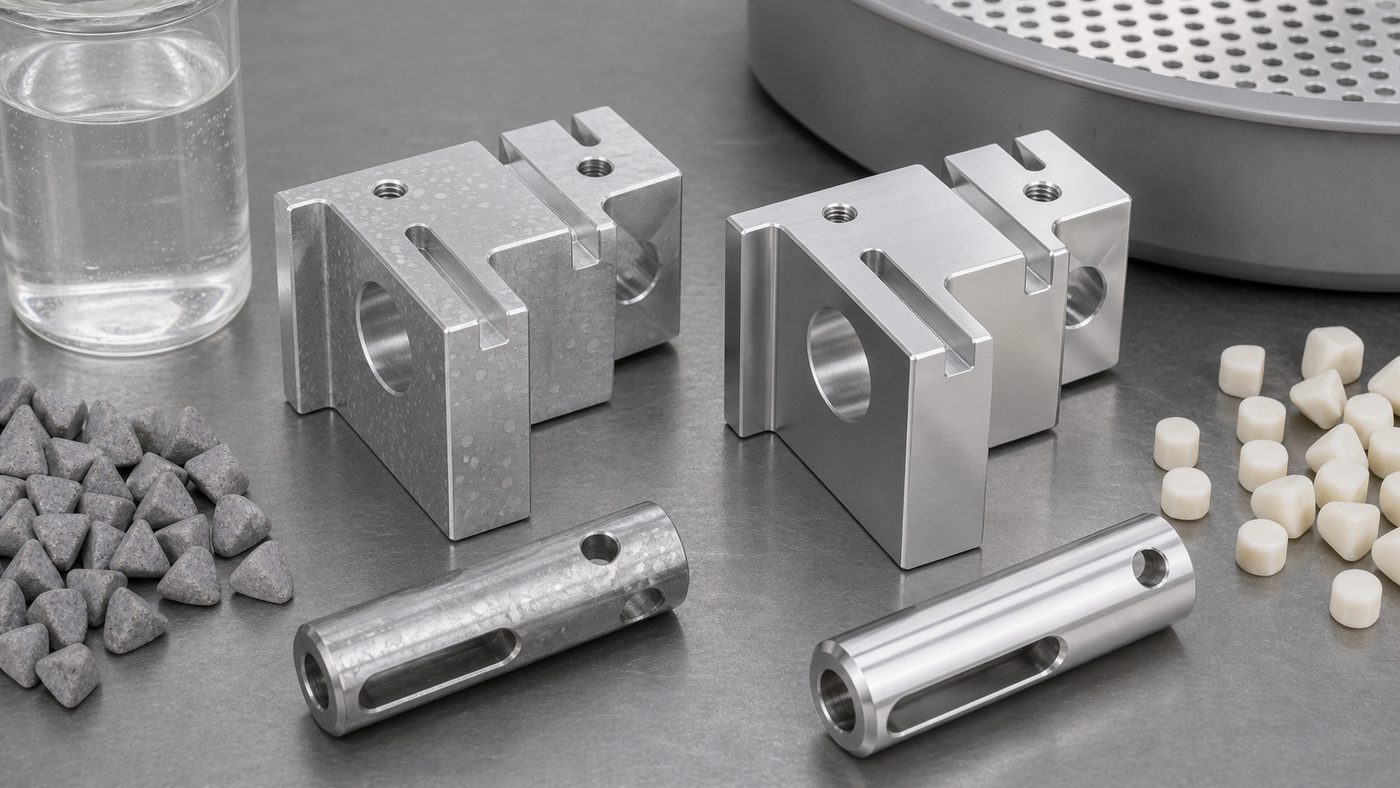
プロセストラブルシューティング エッジを損傷せずにCNCアルミ部品のバリを除去する方法 表面仕上げの欠陥は、単一の根本原因ではなく、複数のプロセス変数の相互作用によって引き起こされることが多い。体系的なアプローチで実際の問題を特定することで、無駄な時間、メディア、コンパウンドの消費を減らし、より迅速なプロセス修正につながる。 When surface defects appear after finishing, the cause is rarely a single variable. Most finishing problems result from interactions between media condition, machine settings, compound concentration, water quality, and part loading. A s...










 サポートされているIPv6ネットワーク
サポートされているIPv6ネットワーク 









 +86-592-2381506
+86-592-2381506 