









مƒ—مƒ©م‚¹مƒپمƒƒم‚¯éƒ¨ه“پمپ®ن»•ن¸ٹمپ’
م‚¢م‚¯مƒھمƒ«éƒ¨ه“پم‚’و›‡م‚ٹمƒ»ه‚·مƒ»م‚¨مƒƒم‚¸ç„¼مپ‘مپھمپ—مپ§ç ”磨مپ™م‚‹و–¹و³•
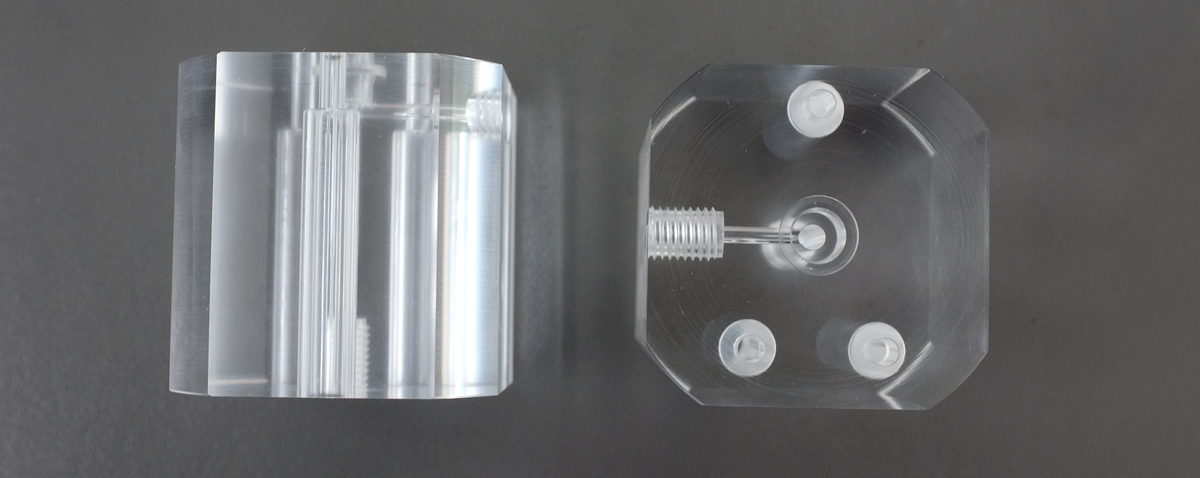
é€ڈوکژمپھم‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ¯éه¸¸مپ«م‚·مƒ“م‚¢مپ§مپ‚م‚‹م€‚ه°ڈمپ•مپھمƒگمƒھم€پم‚ڈمپڑمپ‹مپھç ”ç£¨ه‚·م€پمپ‚م‚‹مپ„مپ¯م‚¨مƒƒم‚¸مپ§مپ®م‚ڈمپڑمپ‹مپھ熱مپ§م‚‚م€پ組مپ؟ç«‹مپ¦ه¾Œمپ«ه…‰مپŒه½“مپںم‚‹مپ¨و›‡م‚ٹمپ¨مپ—مپ¦ç›®ç«‹مپ¤مپ“مپ¨مپŒمپ‚م‚‹م€‚و©ںو¢°هٹ ه·¥مپ•م‚Œمپںم‚¢م‚¯مƒھمƒ«مƒ–مƒمƒƒم‚¯م€په…‰ه¦م‚«مƒگمƒ¼م€پمƒ‡م‚£م‚¹مƒ—مƒ¬م‚¤éƒ¨ه“پم€پé€ڈوکژمƒ—مƒ©م‚¹مƒپمƒƒم‚¯éƒ¨ه“پمپ«مپٹمپ„مپ¦é‡چè¦پمپھمپ®مپ¯م€پهچکمپ«éƒ¨ه“پم‚’ه…‰م‚‰مپ›م‚‹مپ“مپ¨مپ§مپ¯مپھمپ„م€‚ه·¥ç¨‹مپ§مپ¯م‚¨مƒƒم‚¸م‚’و¸…وµ„مپ«ن؟مپ،م€پé€ڈوکژه؛¦م‚’ç¶وŒپمپ—م€په†…部ه؟œهٹ›م‚„白و؟پمپ—مپںè،¨é¢م‚’éپ؟مپ‘م‚‹ه؟…è¦پمپŒمپ‚م‚‹م€‚
م‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپŒç ”磨ه¾Œم‚‚مپ¾مپ و›‡مپ£مپ¦è¦‹مپˆم‚‹ه ´هگˆم€پمپمپ®هژںه› مپ¯وœ€çµ‚ç ”ç£¨ه·¥ç¨‹مپ مپ‘مپ«مپ‚م‚‹مپ¨مپ¯é™گم‚‰مپھمپ„م€‚م‚«مƒƒم‚؟مƒ¼مƒمƒ¼م‚¯م€پéپژه؛¦مپ«و”»و’ƒçڑ„مپھمƒ،مƒ‡م‚£م‚¢م€پن¹¾ه¼ڈو‘©و“¦ç†±م€پو±ڑم‚Œمپںم‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰م€پن¸چهچپهˆ†مپھهˆ†é›¢م€پمپ¾مپںمپ¯ن»•ن¸ٹمپ’ه¾Œمپ®ç©چمپ؟é‡چمپمپ«م‚ˆم‚‹وگچه‚·مپھمپ©مپ«èµ·ه› مپ™م‚‹هڈ¯èƒ½و€§مپŒمپ‚م‚‹م€‚ç®،çگ†مپ•م‚Œمپں è،¨é¢ن»•ن¸ٹمپ’ه·¥ç¨‹مپ¯م€پم‚¢م‚¯مƒھمƒ«م‚’é€ڑه¸¸مپ®é‡‘ه±éƒ¨ه“پمپ§مپ¯مپھمپڈم€پوں”م‚‰مپ‹مپڈ熱مپ«و•ڈو„ںمپھه¤–観وگو–™مپ¨مپ—مپ¦و‰±مپ†مپ¹مپچمپ§مپ‚م‚‹م€‚
وœ¬è³ھçڑ„مپھه•ڈé،Œï¼ڑé€ڈوکژ部ه“پمپ¯مپ™مپ¹مپ¦مپ®ه·¥ç¨‹مƒںم‚¹م‚’هڈ¯è¦–هŒ–مپ™م‚‹
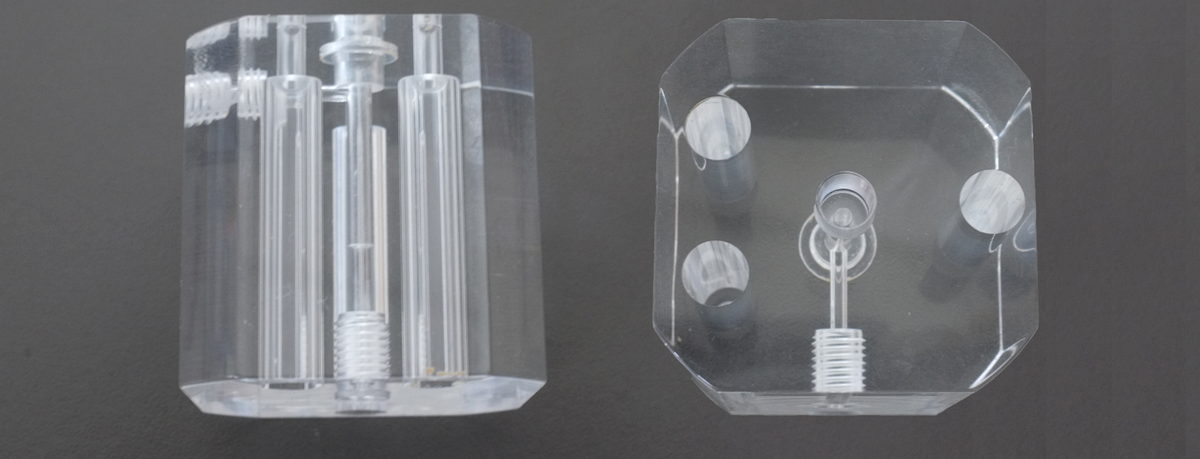
金ه±éƒ¨ه“پمپ¯ه¾Œه·¥ç¨‹مپ®ç ”磨م‚„م‚پمپ£مپچمپ«م‚ˆمپ£مپ¦ه°ڈمپ•مپھه‚·مپŒéڑ م‚Œم‚‹مپںم‚پم€پم‚„م‚„ه¼·مپ„مƒگمƒھهڈ–م‚ٹه·¥ç¨‹مپ«م‚‚è€گمپˆم‚‰م‚Œم‚‹مپ“مپ¨مپŒه¤ڑمپ„م€‚مپ—مپ‹مپ—م‚¢م‚¯مƒھمƒ«مپ¯ç•°مپھم‚‹م€‚وگو–™مپ¯é€ڈوکژمپ§و¯”較çڑ„وں”م‚‰مپ‹مپڈم€پ熱مپ«و•ڈو„ںمپ§مپ‚م‚‹م€‚ه·¥ç¨‹مپ§ه¾®ç´°مپھه‚·م‚„م‚¨مƒƒم‚¸ه؟œهٹ›مپŒç™؛ç”ںمپ™م‚‹مپ¨م€پو´—وµ„م€پن¹¾ç‡¥م€پمپ¾مپںمپ¯é،§ه®¢çµ„ç«‹ه¾Œمپ«و¬ 陥مپŒم‚ˆم‚ٹ目立مپ¤مپ“مپ¨مپŒمپ‚م‚‹م€‚
- è،¨é¢مپ®و›‡م‚ٹï¼ڑ部ه“پمپŒé€ڈوکژمپ§مپ¯مپھمپڈمپ™م‚ٹم‚¬مƒ©م‚¹çٹ¶مپ«è¦‹مپˆم‚‹م€پ特مپ«ه¹³é¢مپ§é،•è‘—م€‚
- ه¾®ç´°مپھه††ه½¢م‚¹م‚¯مƒ©مƒƒمƒپï¼ڑ部ه“پمپ¯ه…‰م‚’هڈچه°„مپ™م‚‹مپŒم€پو¤œوں»و™‚مپ«م‚¹مƒ¯مƒ¼مƒ«مƒمƒ¼م‚¯مپŒè¦‹مپˆم‚‹م€‚
- 白هŒ–م‚¨مƒƒم‚¸ï¼ڑ角م‚„هٹ ه·¥م‚¨مƒƒم‚¸مپŒن»•ن¸ٹمپ’ه¾Œمپ«ç™½و؟پمپ™م‚‹م€‚
- و©ں能部مپ®ن¸¸مپ¾م‚ٹï¼ڑه°ڈمپ•مپھو®µه·®م€پç©´م€پمپمپکمپŒو©ںو¢°ه†…مپ§éپژه‰°ه‡¦çگ†مپ•م‚Œم‚‹مپ¨ه½¢çٹ¶ç²¾ه؛¦م‚’ه¤±مپ†م€‚
مپ¾مپڑ3مپ¤مپ®ç•°مپھم‚‹ن½œو¥م‚’هˆ†é›¢مپ™م‚‹
1. مƒ„مƒ¼مƒ«مƒمƒ¼م‚¯ن½ژو¸›
CNCم‚«مƒƒم‚؟مƒ¼مپ®مƒ©م‚¤مƒ³مپŒو·±مپ„ه ´هگˆمپ¯م€پهˆ¶ه¾،مپ•م‚Œمپںن؛ˆه‚™ه¹³و»‘هŒ–ه·¥ç¨‹م‚’éپ¸وٹمپ™م‚‹م€‚مپ™مپ¹مپ¦مپ®مƒ©م‚¤مƒ³م‚’وœ€çµ‚ç ”ç£¨مپ§é™¤هژ»مپ§مپچم‚‹مپ¨è€ƒمپˆمپ¦ç›´وژ¥é«که…‰و²¢ه·¥ç¨‹مپ«é€²مپ¾مپھمپ„م€‚
2. é€ڈوکژه؛¦ç ”磨
وœ€çµ‚è،¨é¢مپ§مپ¯م€پو–°مپںمپھم‚¹م‚¯مƒ©مƒƒمƒپم‚’ه…¥م‚Œمپڑمپ«ه…‰و²¢م‚’هگ‘ن¸ٹمپ•مپ›م‚‹ç´°مپ‹مپ„مƒ،مƒ‡م‚£م‚¢مپ¾مپںمپ¯ن¹¾ه¼ڈن»•ن¸ٹمپ’وگو–™م‚’ن½؟用مپ™م‚‹م€‚
3. م‚¨مƒƒم‚¸ن؟è·
مƒگمƒƒمƒپم‚µم‚¤م‚؛م€پمƒ،مƒ‡م‚£م‚¢ه¯¾éƒ¨ه“پو¯”م€پهڈ–م‚ٹه‡؛مپ—و–¹و³•م‚’هˆ¶ه¾،مپ—م€پ部ه“پهگŒه£«مپ®è،çھپم‚’و¸›م‚‰مپ™م€‚
4. و´—وµ„مپ¨و¤œوں»
و®‹ç•™ç‰©مپ¯و›‡م‚ٹمپ®م‚ˆمپ†مپ«è¦‹مپˆم‚‹مپ“مپ¨مپŒمپ‚م‚‹م€‚ه·¥ç¨‹è©•ن¾،ه‰چمپ«éƒ¨ه“پم‚’ه„ھمپ—مپڈو´—وµ„مپ—م€پن¸ٹé¢ه…‰مپ¨هپ´é¢ه…‰مپ®ن¸،و–¹مپ§و¤œوں»مپ™م‚‹م€‚
م‚¢م‚¯مƒھمƒ«ç ”磨و¬ 陥مپ®è¨؛و–è،¨
| ç—‡çٹ¶ | ن¸»مپھهژںه› | ç¢؛èھچé …ç›® | وژ¨ه¥¨èھ؟و•´ |
|---|---|---|---|
| ç ”ç£¨ه¾Œم‚‚ه¹³é¢مپŒو›‡مپ£مپںمپ¾مپ¾ | مƒ„مƒ¼مƒ«مƒمƒ¼م‚¯مپŒو·±مپ™مپژم‚‹م€پمƒ،مƒ‡م‚£م‚¢مپŒç²—مپ™مپژم‚‹م€پمپ¾مپںمپ¯ç ”磨و™‚é–“مپŒه‰چه·¥ç¨‹مپ¨ن¸€è‡´مپ—مپ¦مپ„مپھمپ„ | وœھن»•ن¸ٹمپ’部ه“پم‚’هپ´é¢ه…‰مپ§و¤œوں»مپ—م€پن»•ن¸ٹمپ’ه‰چه¾Œمپ®م‚«مƒƒم‚؟مƒ¼مƒ©م‚¤مƒ³و·±مپ•م‚’و¯”較مپ™م‚‹ | هˆ¶ه¾،مپ•م‚Œمپںن؛ˆه‚™ه¹³و»‘هŒ–ه·¥ç¨‹م‚’è؟½هٹ مپ—م€پمپمپ®ه¾Œم‚ˆم‚ٹç´°مپ‹مپ„مƒ،مƒ‡م‚£م‚¢مپ§وœ€çµ‚ه…‰و²¢ه·¥ç¨‹م‚’è،Œمپ† |
| ن¹¾ç‡¥ه¾Œمپ«ه¾®ç´°مپھم‚¹مƒ¯مƒ¼مƒ«مƒمƒ¼م‚¯مپŒç™؛ç”ںمپ™م‚‹ | مƒ،مƒ‡م‚£م‚¢مپ¾مپںمپ¯ن¹¾ه¼ڈç ”ç£¨وگمپŒç،¬è³ھç²’هگمپ§و±ڑوں“مپ•م‚Œمپ¦مپ„م‚‹ | و©ںو¢°مƒœم‚¦مƒ«م€پمƒ،مƒ‡م‚£م‚¢م€پم‚»مƒ‘مƒ¬مƒ¼م‚؟مƒ¼م€پن؟ç®،ه®¹ه™¨مپ«é‡‘ه±مƒپمƒƒمƒ—م‚„ç²—مپ„ç ”ç£¨ç²‰مپŒو··ه…¥مپ—مپ¦مپ„مپھمپ„مپ‹ç¢؛èھچمپ™م‚‹ | و©ںو¢°م‚’و¸…وژƒمپ—م€پم‚¢م‚¯مƒھمƒ«ç”¨مƒ،مƒ‡م‚£م‚¢مپ¨é‡‘ه±ç”¨مƒ،مƒ‡م‚£م‚¢م‚’هˆ†é›¢مپ—م€پم‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰مپ¾مپںمپ¯ن¹¾ه¼ڈن»•ن¸ٹمپ’وگم‚’و›´و–°مپ™م‚‹ |
| م‚¨مƒƒم‚¸مپŒç™½هŒ–مپ¾مپںمپ¯ه؟œهٹ›çٹ¶و…‹مپ«مپھم‚‹ | éپژه؛¦مپھو‘©و“¦ç†±م€پو”»و’ƒçڑ„مپھمƒ،مƒ‡م‚£م‚¢ه½¢çٹ¶م€پمپ¾مپںمپ¯م‚µم‚¤م‚¯مƒ«و™‚é–“مپ®éپژه¤ڑ | م‚¨مƒƒم‚¸و¸©ه؛¦م€پم‚µم‚¤م‚¯مƒ«و™‚é–“م€پمپٹم‚ˆمپ³é‹مپ„مƒ،مƒ‡م‚£م‚¢مپ®è§’مپŒهگŒمپک箇و‰€م‚’ç¹°م‚ٹè؟”مپ—هڈ©مپ„مپ¦مپ„مپھمپ„مپ‹ç¢؛èھچمپ™م‚‹ | م‚µم‚¤م‚¯مƒ«م‚’çں縮مپ—م€پوŒ¯ه¹…مپ¾مپںمپ¯é€ںه؛¦م‚’ن¸‹مپ’م€پم‚ˆم‚ٹوں”م‚‰مپ‹مپ„مƒ—مƒ©م‚¹مƒپمƒƒم‚¯مپ¾مپںمپ¯ن¹¾ه¼ڈن»•ن¸ٹمپ’مƒ،مƒ‡م‚£م‚¢م‚’試مپ™ |
| ه°ڈمپ•مپھç©´م‚„مƒ‡م‚£مƒ†مƒ¼مƒ«مپŒن¸¸مپڈمپھم‚‹ | éپژه‰°ه‡¦çگ†م€پمپ¾مپںمپ¯ç¹ٹç´°مپھه½¢çٹ¶مپ«ه¯¾مپ—مپ¦مƒ،مƒ‡م‚£م‚¢مپŒه¤§مپچمپ™مپژم‚‹ | هگ„مƒ†م‚¹مƒˆم‚µم‚¤م‚¯مƒ«ه‰چه¾Œمپ§é‡چè¦په¯¸و³•م‚’و¸¬ه®ڑمپ™م‚‹ | çںمپ„مƒ†م‚¹مƒˆهˆ»مپ؟م‚’ن½؟用مپ—م€پمƒ‡م‚£مƒ†مƒ¼مƒ«مپ«é£ںمپ„è¾¼مپ¾مپڑè،¨é¢مپ«مپ®مپ؟وژ¥è§¦مپ™م‚‹مƒ،مƒ‡م‚£م‚¢م‚’éپ¸وٹمپ™م‚‹ |
و¹؟ه¼ڈن»•ن¸ٹمپ’مپ¨ن¹¾ه¼ڈن»•ن¸ٹمپ’ï¼ڑم‚¢م‚¯مƒھمƒ«مپ«مپ¯مپ©مپ،م‚‰مپŒه®‰ه…¨مپ‹ï¼ں
و¹؟ه¼ڈه‡¦çگ†مپ¯ç†±م‚’هˆ¶ه¾،مپ—م€پç ´ç‰‡م‚’و´—مپ„وµپمپ™مپ®مپ«ه½¹ç«‹مپ¤م€‚م‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ«مپٹمپ„مپ¦م€پو©ںو¢°هٹ ه·¥مپ®ç²‰ه،µم€پ軽مپ„مƒگمƒھم€پمپ¾مپںمپ¯ه‰چه·¥ç¨‹مپ®و®‹ç•™ç‰©مپŒمپ‚م‚‹ه ´هگˆمپ«وœ‰هٹ¹مپ§مپ‚م‚‹م€‚مƒھم‚¹م‚¯مپ¨مپ—مپ¦مپ¯م€پو°´è³ھم€پو±ڑم‚Œمپںم‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰م€پن¸چéپ©هˆ‡مپھن¹¾ç‡¥مپ«م‚ˆم‚ٹو›‡م‚ٹمپ®م‚ˆمپ†مپھè·،مپŒو®‹م‚‹هڈ¯èƒ½و€§مپŒمپ‚م‚‹م€‚و¹؟ه¼ڈن»•ن¸ٹمپ’م‚’ن½؟用مپ™م‚‹ه ´هگˆمپ¯م€پéپ©هˆ‡مپھ ن»•ن¸ٹمپ’م‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰, و¸…وµ„مپھو°´م€پمپٹم‚ˆمپ³ç©ڈم‚„مپ‹مپھن¹¾ç‡¥م‚’組مپ؟هگˆم‚ڈمپ›م‚‹م€‚
ن¹¾ه¼ڈن»•ن¸ٹمپ’مپ¯م€پç ”ç£¨è² èچ·مپŒè»½مپڈمƒ،مƒ‡م‚£م‚¢مپŒو¸…و½”مپھه ´هگˆم€په¤–観用مƒ—مƒ©م‚¹مƒپمƒƒم‚¯éƒ¨ه“پمپ®ه…‰و²¢م‚’هگ‘ن¸ٹمپ•مپ›م‚‹مپ“مپ¨مپŒمپ§مپچم‚‹م€‚وœ€çµ‚ه¤–観ن»•ن¸ٹمپ’مپ«وœ‰هٹ¹مپھه ´هگˆمپŒه¤ڑمپ„مپŒم€پم‚µم‚¤م‚¯مƒ«مپŒé•·مپ™مپژمپںم‚ٹو©ںو¢°مپŒéپژè² èچ·مپ®ه ´هگˆمپ«مپ¯ç†±م‚’ç™؛ç”ںمپ•مپ›م‚‹هڈ¯èƒ½و€§مپŒمپ‚م‚‹م€‚
ç ”ç£¨ه‰چمپ«م€پم‚«مƒƒم‚؟مƒ¼مƒمƒ¼م‚¯م€پم‚¨مƒƒم‚¸مپ®ç™½هŒ–م€پمپٹم‚ˆمپ³ه†…部مƒ‡م‚£مƒ†مƒ¼مƒ«م‚’ç¢؛èھچمپ™م‚‹م€‚و·±مپ„ه‚·مپ¯وœ€çµ‚ه…‰و²¢ç ”磨مپ®ه‰چمپ«هˆ¶ه¾،مپ•م‚Œمپںه¹³و»‘هŒ–مپŒه؟…è¦پمپ§مپ‚م‚‹م€‚
م‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ®مƒ،مƒ‡م‚£م‚¢éپ¸ه®ڑ
- 軽مپ„مƒگمƒھمپٹم‚ˆمپ³م‚½مƒ•مƒˆمپھم‚¨مƒƒم‚¸مƒ–مƒ¬مƒ³مƒ‰مپ®ه ´هگˆï¼ڑç´°مپ‹مپ„ مƒ—مƒ©م‚¹مƒپمƒƒم‚¯مƒ،مƒ‡م‚£م‚¢ مپ¾مپںمپ¯ç©ڈم‚„مپ‹مپھن»•ن¸ٹمپ’مƒ،مƒ‡م‚£م‚¢م‚’م€پم‚ˆم‚ٹو”»و’ƒçڑ„مپھم‚‚مپ®م‚’و¤œè¨ژمپ™م‚‹ه‰چمپ«è©¦مپ™م€‚
- وœ€çµ‚ه…‰و²¢هگ‘ن¸ٹمپ®ه ´هگˆï¼ڑ م‚¯مƒھمƒ¼مƒ³مپھن¹¾ه¼ڈن»•ن¸ٹمپ’وگو–™مپ¾مپںمپ¯و–°مپ—مپ„م‚¹م‚¯مƒ©مƒƒمƒپمƒ‘م‚؟مƒ¼مƒ³م‚’ç™؛ç”ںمپ•مپ›مپھمپ„éه¸¸مپ«ه¾®ç´°مپھç ”ç£¨مƒ،مƒ‡م‚£م‚¢م‚’مƒ†م‚¹مƒˆمپ—مپ¦مپڈمپ مپ•مپ„م€‚
- ç©´م€پم‚¹مƒمƒƒمƒˆم€پمپٹم‚ˆمپ³ç‹مپ„و؛مپ®ه ´هگˆï¼ڑ 特ه¾´éƒ¨مپ®ه†…部مپ«ه…¥م‚ٹè¾¼م‚“مپ م‚ٹم€پé€ڈوکژه£پمپ«و‰“و’ƒم‚’ن¸ژمپˆمپںم‚ٹمپ™م‚‹هڈ¯èƒ½و€§مپ®مپ‚م‚‹مƒ،مƒ‡م‚£م‚¢ه½¢çٹ¶مپ¯éپ؟مپ‘مپ¦مپڈمپ مپ•مپ„م€‚
- ه¤§مپچمپھه¹³é¢مپ®ه ´هگˆï¼ڑ 部ه“پهگŒه£«مپ®وژ¥è§¦م‚’و¸›م‚‰مپ—م€پمƒ،مƒ‡م‚£م‚¢ه±¤م‚’هچپهˆ†مپ«و؛€مپںمپ—مپ¦éƒ¨ه“پم‚’م‚¯مƒƒم‚·مƒ§مƒ³مپ§مپچم‚‹م‚ˆمپ†مپ«مپ—مپ¦مپڈمپ مپ•مپ„م€‚
ه°ڈمپ•مپھم‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ®ه ´هگˆم€پوŒ¯ه‹•ه¼ڈن»•ن¸ٹمپ’و©ں مپ¯م€پمƒ—مƒم‚»م‚¹مپ®هٹ›مپŒهˆ¶ه¾،مپ•م‚Œمپ¦مپ„م‚‹ه ´هگˆمپ«éپ©مپ—مپ¦مپ„مپ¾مپ™م€‚م‚ˆم‚ٹمƒ‡مƒھم‚±مƒ¼مƒˆمپھ部ه“پمپ§مپ¯م€پم‚ˆم‚ٹن½ژé€ںمپ® ه›è»¢مƒگمƒ¬مƒ«ه¼ڈم‚؟مƒ³مƒ–مƒھمƒ³م‚°و©ں مپ¯è،و’ƒم‚’ن½ژو¸›مپ§مپچم‚‹ه ´هگˆمپŒمپ‚م‚ٹمپ¾مپ™م€‚ن¹¾ه¼ڈمپ®وœ€çµ‚ه…‰و²¢ن»•ن¸ٹمپ’م‚’ç›®çڑ„مپ¨مپ™م‚‹ه ´هگˆمپ¯م€پéپ©هˆ‡مپھ ن¹¾ه¼ڈن»•ن¸ٹمپ’مƒ،مƒ‡م‚£م‚¢ م‚’ç¢؛èھچمپ—م€پمپ¾مپڑه°‘é‡ڈمƒگمƒƒمƒپمپ§مƒ†م‚¹مƒˆمپ—مپ¦مپڈمپ مپ•مپ„م€‚
é‡ڈ産ه‰چمپ«مƒ—مƒم‚»م‚¹م‚’ç¢؛èھچمپ™م‚‹ه؟…è¦پمپŒمپ‚م‚ٹمپ¾مپ™مپ‹ï¼ں JINTAIJINمپ¸م‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ®ه†™çœںم€پو—¢çں¥مپ§مپ‚م‚Œمپ°وگو–™م‚°مƒ¬مƒ¼مƒ‰م€په¯¸و³•م€پçڈ¾هœ¨مپ®è،¨é¢çٹ¶و…‹م€پç›®و¨™é€ڈوکژه؛¦م‚’é€پمپ£مپ¦مپڈمپ مپ•مپ„م€‚ه•ڈé،ŒمپŒهˆ‡ه‰ٹç—•م€پمƒ،مƒ‡م‚£م‚¢éپ¸ه®ڑم€پو©ںو¢°مپ®هٹ›م€پم‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰م€پمپ¾مپںمپ¯ç ”磨ه¾Œمپ®هڈ–م‚ٹو‰±مپ„مپ®مپ©م‚Œمپ«èµ·ه› مپ™م‚‹مپ‹م‚’ç¢؛èھچمپ™م‚‹مپٹو‰‹ن¼مپ„مپŒمپ§مپچمپ¾مپ™م€‚
م‚¢م‚¯مƒھمƒ«ç ”磨è¦پن»¶مپ«مپ¤مپ„مپ¦ه½“社مپ®ن»•ن¸ٹمپ’مƒپمƒ¼مƒ مپ«مپٹه•ڈمپ„هگˆم‚ڈمپ›مپڈمپ مپ•مپ„
م‚¢م‚¯مƒھمƒ«éƒ¨ه“پم‚’و‚ھهŒ–مپ•مپ›م‚‹ن¸€èˆ¬çڑ„مپھمƒںم‚¹
- م‚¢م‚¯مƒھمƒ«مپ«é‡‘ه±مپ®مƒگمƒھهڈ–م‚ٹمƒم‚¸مƒƒم‚¯م‚’éپ©ç”¨مپ™م‚‹مپ“مپ¨م€‚ م‚¢م‚¯مƒھمƒ«مپ¯ه¤ڑمپڈمپ®é‡‘ه±éƒ¨ه“پم‚ˆم‚ٹم‚‚ن½ژمپ„هٹ›مپ¨م‚ˆم‚ٹم‚¯مƒھمƒ¼مƒ³مپھمƒ،مƒ‡م‚£م‚¢م‚’ه؟…è¦پمپ¨مپ—مپ¾مپ™م€‚
- م‚µم‚¤م‚¯مƒ«و™‚é–“م‚’ه»¶é•·مپ™م‚‹مپ مپ‘م€‚ مƒ،مƒ‡م‚£م‚¢مپŒéپ©هˆ‡مپ§مپھمپ„ه ´هگˆم€پé•·و™‚é–“هŒ–مپ¯و›‡م‚ٹم€پ熱م€پم‚¨مƒƒم‚¸مپ®ن¸¸مپ؟م‚’ه¢—هٹ مپ•مپ›م‚‹هڈ¯èƒ½و€§مپŒمپ‚م‚ٹمپ¾مپ™م€‚
- CNCè،¨é¢م‚’ç„،視مپ™م‚‹مپ“مپ¨م€‚ و·±مپ„هˆ‡ه‰ٹç—•مپ¯وœ€çµ‚ç ”ç£¨ه·¥ç¨‹مپ®ه‰چمپ«ن؟®و£مپ™مپ¹مپچمپ§مپ™م€‚
- وگو–™é–“مپ§مƒ،مƒ‡م‚£م‚¢م‚’و··هگˆمپ™م‚‹مپ“مپ¨م€‚ 金ه±مƒپمƒƒمƒ—م‚„ç ”ç£¨ç²‰مپ¯é€ڈوکژمƒ—مƒ©م‚¹مƒپمƒƒم‚¯مپ«ه‚·م‚’ن»کمپ‘م‚‹هڈ¯èƒ½و€§مپŒمپ‚م‚ٹمپ¾مپ™م€‚
- 部ه“پمپŒمپ¾مپ و؟،م‚Œمپ¦مپ„م‚‹çٹ¶و…‹مپ§هˆ¤و–مپ™م‚‹مپ“مپ¨م€‚ و°´è†œمپ¯éƒ¨ه“پمپŒن¹¾مپڈمپ¾مپ§ه¾®ç´°مپھه‚·م‚„و®‹ç•™ç‰©م‚’éڑ مپ™هڈ¯èƒ½و€§مپŒمپ‚م‚ٹمپ¾مپ™م€‚
- ç ”ç£¨و¸ˆمپ؟部ه“پم‚’ç،¬مپ„ه®¹ه™¨مپ«وٹ•مپ’ه…¥م‚Œم‚‹مپ“مپ¨م€‚ ه¤ڑمپڈمپ®م‚¢م‚¯مƒھمƒ«ه‚·مپ¯و©ںو¢°م‚µم‚¤م‚¯مƒ«ه¾Œم€پهڈ–م‚ٹه‡؛مپ—م‚„و¤œوں»ن¸مپ«ç™؛ç”ںمپ—مپ¾مپ™م€‚

ç ”ç£¨ه¾Œمپ¯م€پè،¨é¢ه…‰و²¢مپ¨ه†…部مپ®è¦–è¦ڑçڑ„é€ڈوکژه؛¦مپ®ن¸،و–¹م‚’و¤œوں»مپ—مپ¦مپڈمپ مپ•مپ„م€‚良ه¥½مپھم‚¢م‚¯مƒھمƒ«مƒ—مƒم‚»م‚¹مپ¯م€پو©ں能çڑ„مپھه½¢çٹ¶م‚’وگچمپھمپ†مپ“مپ¨مپھمپڈه¤–観م‚’و”¹ه–„مپ™مپ¹مپچمپ§مپ™م€‚
وœ€çµ‚وژ¨ه¥¨
م‚¢م‚¯مƒھمƒ«ç ”磨مپ¯و®µéڑژçڑ„مپھمƒ—مƒم‚»م‚¹مپ¨مپ—مپ¦و§‹ç¯‰مپ™مپ¹مپچمپ§مپ™م€‚مپ¾مپڑهˆ‡ه‰ٹç—•م‚’ن½ژو¸›مپ—م€پو¬،مپ«é€ڈوکژه؛¦مپ®مپںم‚پمپ«ç ”磨مپ—م€پوœ€ه¾Œمپ«هڈ–م‚ٹه‡؛مپ—و™‚مپ«éƒ¨ه“پم‚’ن؟è·مپ—مپ¾مپ™م€‚éپ©هˆ‡مپھè¨ه‚™مپ¯وŒ¯ه‹•ه¼ڈن»•ن¸ٹمپ’و©ںم€پمƒگمƒ¬مƒ«م‚؟مƒ³مƒ–مƒ©مƒ¼م€پمپ¾مپںمپ¯ن¹¾ه¼ڈن»•ن¸ٹمپ’装置مپ®مپ„مپڑم‚Œمپ‹مپ§مپ™مپŒم€پمƒ—مƒم‚»م‚¹مپ¯é‡ڈ産ه‰چمپ«ه؟…مپڑه®ںéڑ›مپ®م‚µمƒ³مƒ—مƒ«éƒ¨ه“پمپ§مƒ†م‚¹مƒˆمپ™م‚‹ه؟…è¦پمپŒمپ‚م‚ٹمپ¾مپ™م€‚
مƒ—مƒم‚»م‚¹مپ®م‚¢مƒ‰مƒگم‚¤م‚¹مپ®مپںم‚پمپ«م‚¢م‚¯مƒھمƒ«éƒ¨ه“پمپ®è©³ç´°م‚’مپٹé€پم‚ٹمپڈمپ مپ•مپ„م€‚ 部ه“په†™çœںم€پم‚µم‚¤م‚؛م€پ肉هژڑم€پç©´م‚„م‚¹مƒمƒƒمƒˆم€پçڈ¾هœ¨مپ®و¬ 陥ه†™çœںم€پç›®و¨™ن»•ن¸ٹمپ’م€پن؛ˆوƒ³مƒمƒƒمƒˆو•°é‡ڈم‚’هگ«م‚پمپ¦مپڈمپ مپ•مپ„م€‚JINTAIJINمپ¯éپ©هˆ‡مپھ ن»•ن¸ٹمپ’و©ں, مƒ،مƒ‡م‚£م‚¢م€پم‚³مƒ³مƒ‘م‚¦مƒ³مƒ‰م€پمپٹم‚ˆمپ³م‚¢م‚¯مƒھمƒ«ç ”磨用途مپ«ه¯¾مپ™م‚‹م‚µمƒ³مƒ—مƒ«مƒ†م‚¹مƒˆمپ®و–¹هگ‘و€§م‚’وژ¨ه¥¨مپ§مپچمپ¾مپ™م€‚
 +86-592-2381506
+86-592-2381506 




 م‚µمƒمƒ¼مƒˆمپ•م‚Œمپ¦مپ„م‚‹IPv6مƒچمƒƒمƒˆمƒ¯مƒ¼م‚¯
م‚µمƒمƒ¼مƒˆمپ•م‚Œمپ¦مپ„م‚‹IPv6مƒچمƒƒمƒˆمƒ¯مƒ¼م‚¯ 