









ÕéĘŃĆüµ«ŗńĢÖńē®ŃĆüõĖĖŃüŠŃüŻŃü¤Ńé©ŃāāŃéĖŃü¬ŃüŚŃü¦Õī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃéÆõ╗ĢõĖŖŃüÆŃéŗµ¢╣µ│Ģ
Õī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃéäń▓ŠÕ»åķćæÕ▒×ķā©ÕōüŃü½Ńü»ŃĆüÕÄ│µĀ╝Ńü¬ĶĪ©ķØóĶ”üõ╗ČŃüīµ▒éŃéüŃéēŃéīŃéŗŃüōŃü©ŃüīŃéłŃüÅŃüéŃéŖŃüŠŃüÖŃĆéķā©ÕōüŃü»µĖģµĮöŃü¦µ╗æŃéēŃüŗŃüŗŃüżÕØćõĖĆŃü¦ŃüéŃéŗÕ┐ģĶ”üŃüīŃüéŃéŖŃüŠŃüÖŃüīŃĆüķćŹĶ”üŃü¬Ńé©ŃāāŃéĖŃĆüń®┤ŃĆüŃāÆŃā│ŃéĖķā©ŃĆüµÄźĶ¦”ķØóŃü»ķüÄÕ║”Ńü½õĖĖŃéüŃü¤ŃéŖµÉŹÕéĘŃüĢŃüøŃü¤ŃéŖŃüÖŃéŗŃüōŃü©Ńü»Ńü¦ŃüŹŃüŠŃüøŃéōŃĆéõĖĆĶł¼ńÜäŃü¬ķćæÕ▒×ķā©ÕōüÕÉæŃüæŃü«õ╗ĢõĖŖŃüÆÕĘźń©ŗŃü¦Ńü»ŃĆüŃüōŃéīŃéēŃü«ķā©ÕōüŃü½ÕéĘŃĆüµ«ŗńĢÖńē®ŃĆüõĖŹÕØćõĖĆŃü¬ŃāåŃé»Ńé╣ŃāüŃāŻŃĆüķüÄÕ║”Ńü¬Ńé©ŃāāŃéĖµæ®ĶĆŚŃéÆńö¤ŃüśŃüĢŃüøŃéŗÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆé
ŃüōŃü«Ķ©śõ║ŗŃü¦Ńü»ŃĆüÕī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃü½ŃüŖŃüæŃéŗõĖĆĶł¼ńÜäŃü¬õ╗ĢõĖŖŃüƵ¼ĀķÖźŃü«Ķ©║µ¢Łµ¢╣µ│ĢŃü©ŃĆüń▓ŠÕ»åķā©ÕōüŃü«Ńü¤ŃéüŃü«ŃéłŃéŖÕłČÕŠĪŃüĢŃéīŃü¤ŃāÉŃā¬ÕÅ¢ŃéŖŃā╗Õ╣│µ╗æÕī¢Ńā╗ńĀöńŻ©ŃāŚŃāŁŃé╗Ńé╣Ńü«µ¦ŗń»ēµ¢╣µ│ĢŃéÆĶ¦ŻĶ¬¼ŃüŚŃüŠŃüÖŃĆé
Õī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃüīõ╗ĢõĖŖŃüÆÕĘźń©ŗŃü¦µÉŹÕéĘŃüŚŃéäŃüÖŃüäńÉåńö▒
ÕżÜŃüÅŃü«Õī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃü»Ńé╣ŃāåŃā│Ńā¼Ńé╣ķŗ╝ŃéäŃüØŃü«õ╗¢Ńü«ĶĆÉķŻ¤ÕÉłķćæŃü¦õĮ£ŃéēŃéīŃü”ŃüäŃüŠŃüÖŃĆéŃüōŃéīŃéēŃü«µØɵ¢ÖŃü»Õ╝ĘÕ║”ŃüīŃüéŃéŖŃüŠŃüÖŃüīŃĆüķā©ÕōüÕĮóńŖČŃü»Ķ¢äĶéēŃĆüµø▓ķØóŃĆüŃüŠŃü¤Ńü»ķ½śń▓ŠÕ║”ÕŖĀÕĘźŃü¦ŃüéŃéŗŃüōŃü©ŃüīÕżÜŃüäŃü¦ŃüÖŃĆéŃé©ŃāāŃéĖŃéäĶĪ©ķØóŃü«ŃéÅŃüÜŃüŗŃü¬ÕżēÕī¢Ńü¦ŃééŃĆüńĄäń½ŗŃĆüÕż¢Ķ”│ŃĆüµż£µ¤╗ńĄÉµ×£Ńü½ÕĮ▒ķ¤┐ŃéÆõĖÄŃüłŃéŗÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆé
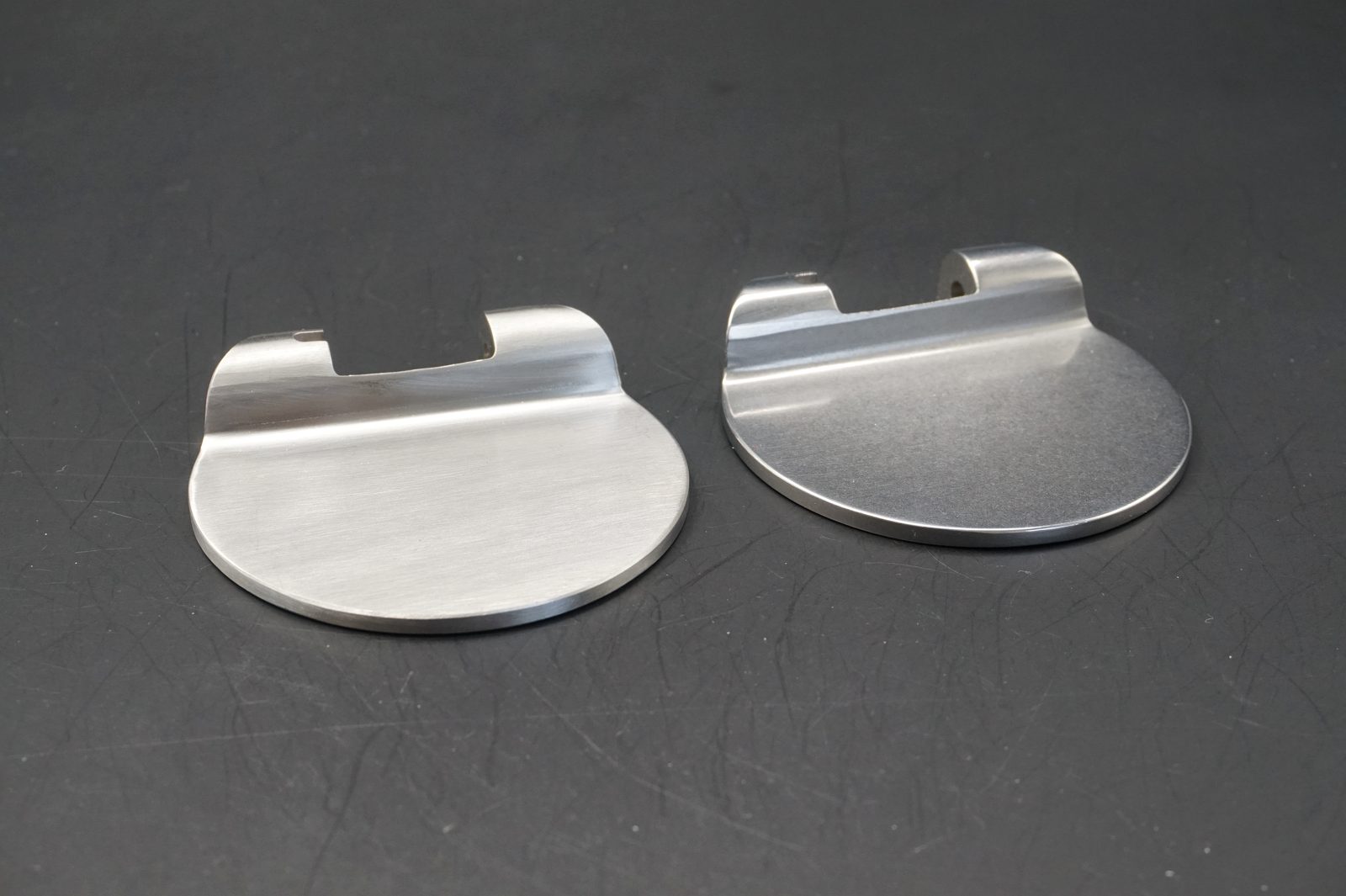
õĖ╗Ńü¬Ķ¬▓ķĪīŃü»ŃāÉŃā®Ńā│Ńé╣Ńü¦ŃüÖŃĆéÕĘźń©ŗŃü»ŃāÉŃā¬ŃéÆķÖżÕÄ╗ŃüŚŃĆüÕŖĀÕĘźńŚĢŃéƵ╗æŃéēŃüŗŃü½ŃüŚŃĆüĶĪ©ķØóŃéƵö╣Õ¢äŃüŚŃü¬ŃüīŃéēŃĆüµ¢░Ńü¤Ńü¬µ¼ĀķÖźŃéÆõĮ£ŃéēŃü¬ŃüäŃéłŃüåŃü½ŃüŚŃü¬ŃüæŃéīŃü░Ńü¬ŃéŖŃüŠŃüøŃéōŃĆéŃāĪŃāćŃéŻŃéóŃüīµö╗µÆāńÜäŃüÖŃüÄŃéŗŃü©Ńé©ŃāāŃéĖŃüīõĖĖŃüÅŃü¬ŃéŖŃĆüķĆåŃü½Õ╝▒ŃüÖŃüÄŃéŗŃü©ŃāÉŃā¬ŃéäÕĘźÕģĘńŚĢŃüīµ«ŗŃéŖŃüŠŃüÖŃĆé
ÕĘźń©ŗŃéÆÕżēµø┤ŃüÖŃéŗÕēŹŃü½µ¼ĀķÖźŃéÆĶ©║µ¢ŁŃüÖŃéŗ
ŃüÖŃü╣Ńü”Ńü«ĶĪ©ķØóÕĢÅķĪīŃéÆńĀöńŻ©Ńü«ÕĢÅķĪīŃü©ŃüŚŃü”µē▒ŃüåŃü╣ŃüŹŃü¦Ńü»ŃüéŃéŖŃüŠŃüøŃéōŃĆéÕéĘŃĆüµøćŃéŖŃĆüµ«ŗńĢÖńē®ŃĆüŃé©ŃāāŃéĖŃü«õĖĖŃüŠŃéŖŃü»ŃüØŃéīŃü×ŃéīńĢ░Ńü¬ŃéŗÕĤÕøĀŃüŗŃéēńö¤ŃüśŃüŠŃüÖŃĆéõ╗źõĖŗŃü«ĶĪ©Ńü»ŃĆüŃāĪŃāćŃéŻŃéóķüĖÕ«ÜŃéäŃéĄŃéżŃé»Ńā½µÖéķ¢ōŃü«Õżēµø┤ÕēŹŃü½ÕĢÅķĪīŃéÆÕłćŃéŖÕłåŃüæŃéŗŃü«Ńü½ÕĮ╣ń½ŗŃüĪŃüŠŃüÖŃĆé
| µ¼ĀķÖź | ĶĆāŃüłŃéēŃéīŃéŗÕĤÕøĀ | ńó║Ķ¬ŹķĀģńø« | µÄ©Õź©ŃüĢŃéīŃéŗĶ¬┐µĢ┤ |
|---|---|---|---|
| õ╗ĢõĖŖŃüÆÕŠīŃü½ÕŠ«ń┤░Ńü¬ÕéĘŃüīµ«ŗŃéŗ | ŃāĪŃāćŃéŻŃéóŃüīń▓ŚŃüÖŃüÄŃéŗŃĆüŃüŠŃü¤Ńü»õ║ŗÕēŹŃü«ÕĘźÕģĘńŚĢŃüīµĘ▒ŃüÖŃüÄŃéŗ | ÕłØµ£¤ń▓ŚŃüĢŃĆüŃāĪŃāćŃéŻŃéóŃé░Ńā¼Ńā╝ŃāēŃĆüÕĘźń©ŗŃéĘŃā╝Ńé▒Ńā│Ńé╣ | µ£ĆńĄéńĀöńŻ©ÕēŹŃü½ÕłČÕŠĪŃüĢŃéīŃü¤Õ╣│µ╗æÕī¢ÕĘźń©ŗŃéÆĶ┐ĮÕŖĀŃüÖŃéŗ |
| Ńé©ŃāāŃéĖŃüīķüÄÕ║”Ńü½õĖĖŃüÅŃü¬Ńéŗ | ŃéĄŃéżŃé»Ńā½µÖéķ¢ōŃüīķĢĘŃüÖŃüÄŃéŗŃĆüŃüŠŃü¤Ńü»ÕłćÕēŖõĮ£ńö©ŃüīÕ╝ĘŃüÖŃüÄŃéŗ | Ńé©ŃāāŃéĖÕŹŖÕŠäŃĆüŃāĪŃāćŃéŻŃéóŃé┐ŃéżŃāŚŃĆüÕć”ńÉåµÖéķ¢ō | ÕłćÕēŖµÖéķ¢ōŃéÆń¤ŁńĖ«ŃüŚŃĆüŃéłŃéŖń®ÅŃéäŃüŗŃü¬ŃāĪŃāćŃéŻŃéóŃéÆĶ®”ŃüÖ |
| µ«ŗńĢÖńē®ŃüŠŃü¤Ńü»Ńé░Ńā¼Ńā╝Ńü«Ķå£Ńüīµ«ŗŃéŗ | µ▒ÜŃéīŃü¤µ░┤ŃĆüõĖŹķü®ÕłćŃü¬Ńé│Ńā│ŃāæŃé”Ńā│ŃāēŃĆüķćæÕ▒×ÕŠ«ń▓ÆÕŁÉ | µ░┤Ńü«ķĆŵśÄÕ║”ŃĆüŃé│Ńā│ŃāæŃé”Ńā│Ńāēµ┐āÕ║”ŃĆüŃāĪŃāćŃéŻŃéóŃü«µĖģµĄäÕ║” | ŃüÖŃüÖŃüÄŃéƵö╣Õ¢äŃüŚŃĆüķü®ÕłćŃü¬õ╗ĢõĖŖŃüÆŃé│Ńā│ŃāæŃé”Ńā│ŃāēŃéÆõĮ┐ńö©ŃüÖŃéŗ |
| ń®┤ŃéäŃāÆŃā│ŃéĖķā©Ńü½ŃāÉŃā¬Ńüīµ«ŗŃüŻŃü”ŃüäŃéŗ | ŃāĪŃāćŃéŻŃéóŃüīķćŹĶ”üŃü¬ÕĮóńŖČŃü½Õł░ķüöŃü¦ŃüŹŃü¬Ńüä | ń®┤ÕŠäŃĆüŃé╣ŃāŁŃāāŃāłÕ╣ģŃĆüŃāĪŃāćŃéŻŃéóÕĮóńŖČ | ŃāĪŃāćŃéŻŃéóÕĮóńŖČŃü©ŃéĄŃéżŃé║ŃéÆÕ«¤ķÜøŃü«ÕĮóńŖČŃü½ÕÉłŃéÅŃüøŃü”ŃāåŃé╣ŃāłŃüÖŃéŗ |
| ķā©ÕōüŃüöŃü©Ńü½ĶĪ©ķØóńŖȵģŗŃüīńĢ░Ńü¬Ńéŗ | ŃāÉŃāāŃāüń®ŹĶ╝ēŃüīÕżÜŃüÖŃüÄŃéŗŃĆüŃüŠŃü¤Ńü»ķā©ÕōüÕÉīÕŻ½Ńüīõ║ÆŃüäŃü½Õ╣▓µĖēŃüŚŃü”ŃüäŃéŗ | ķā©ÕōüŃü©ŃāĪŃāćŃéŻŃéóŃü«µ»öńÄćŃĆüŃāŹŃé╣ŃāåŃéŻŃā│Ńé░ŃĆüń®ŹĶ╝ēÕ»åÕ║” | ń®ŹĶ╝ēķćÅŃéƵĖøŃéēŃüŚŃĆüķā©ÕōüÕæ©Õø▓Ńü«ŃāĪŃāćŃéŻŃéóµö»µīüŃéƵö╣Õ¢äŃüÖŃéŗ |
ķćŹĶ”üŃü¬ÕĮóńŖČŃü½ÕÉłŃéÅŃüøŃü”ŃāĪŃāćŃéŻŃéóŃéÆķüĖÕ«ÜŃüÖŃéŗ
ŃāĪŃāćŃéŻŃéóķüĖÕ«ÜŃü»ŃĆüŃüŠŃüÜķā©ÕōüŃü«µ£ĆŃééń╣Ŗń┤░Ńü¬ķĀśÕ¤¤ŃüŗŃéēÕ¦ŗŃéüŃéŗŃü╣ŃüŹŃü¦ŃüÖŃĆéÕī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃü¦Ńü»ŃĆüŃüØŃéīŃü»Ķ¢äŃüäŃé©ŃāāŃéĖŃĆüŃāÆŃā│ŃéĖŃé╣ŃāŁŃāāŃāłŃĆüµÄźĶ¦”ķØóŃĆüń®┤ŃĆüŃüŠŃü¤Ńü»µø▓ķØóŃü¦ŃüéŃéŗÕĀ┤ÕÉłŃüīŃüéŃéŖŃüŠŃüÖŃĆéŃüØŃü«ķĀśÕ¤¤Ńü½ŃāĪŃāćŃéŻŃéóŃüīÕł░ķüöŃü¦ŃüŹŃü¬ŃüæŃéīŃü░ŃāÉŃā¬Ńü»µ«ŗŃéŖŃüŠŃüÖŃüŚŃĆüÕ╝ĘŃüÖŃüÄŃéŗÕĀ┤ÕÉłŃü»ÕĮóńŖČŃüīµÉŹŃü¬ŃéÅŃéīŃüŠŃüÖŃĆé
Ńé╗Ńā®Ńā¤ŃāāŃé»ŃāĪŃāćŃéŻŃéó Ńü»ÕłČÕŠĪŃüĢŃéīŃü¤ÕłćÕēŖŃü©Õ╣│µ╗æÕī¢Ńü½µ£ēńö©Ńü¦ŃüÖŃüīŃĆüń▓ŠÕ»åķā©ÕōüŃü¦Ńü»µģÄķćŹŃü½ķüĖÕ«ÜŃüÖŃéŗÕ┐ģĶ”üŃüīŃüéŃéŖŃüŠŃüÖŃĆéŃéłŃéŖń╣Ŗń┤░Ńü¬ĶĪ©ķØóŃü½Ńü»ŃĆüŃāŚŃā®Ńé╣ŃāüŃāāŃé»ŃāĪŃāćŃéŻŃéó ŃüŠŃü¤Ńü»ŃéłŃéŖń┤░ŃüŗŃüäõ╗ĢõĖŖŃüÆÕĘźń©ŗŃéÆńö©ŃüäŃéŗŃüōŃü©Ńü¦ŃĆüĶĪصÆāńŚĢŃéäķüÄÕ║”Ńü¬ÕłćÕēŖŃéÆõĮĵĖøŃü¦ŃüŹŃüŠŃüÖŃĆé

ŃāÉŃāāŃāüń®ŹĶ╝ēŃéÆÕłČÕŠĪŃüŚŃü”ķā©ÕōüÕÉīÕŻ½Ńü«ÕéĘŃéÆķś▓ŃüÉ
ÕéĘŃéäŃüĖŃüōŃü┐Ńü«ÕżÜŃüÅŃü»ŃĆüŃāĪŃāćŃéŻŃéóŃüØŃü«ŃééŃü«Ńü¦Ńü»Ńü¬ŃüÅķā©ÕōüÕÉīÕŻ½Ńü«µÄźĶ¦”Ńü½ŃéłŃüŻŃü”ńÖ║ńö¤ŃüŚŃüŠŃüÖŃĆéĶ¢äĶéēŃĆüµø▓ķØóŃĆüŃüŠŃü¤Ńü»Õż¢Ķ”│ŃüīķćŹĶ”üŃü¬ńĀöńŻ©ķØóŃéƵīüŃüżķā©ÕōüŃü¦Ńü»ŃĆüķüÄÕ»åŃü¬ŃāÉŃāāŃāüŃü»µÖéķ¢ōń¤ŁńĖ«ŃéłŃéŖŃééÕżÜŃüÅŃü«µēŗńø┤ŃüŚŃéÆńö¤ŃéĆÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆé
A ŃāÉŃéżŃā¢Ńā¼Ńā╝ŃéĘŃā¦Ńā│õ╗ĢõĖŖŃüƵ®¤ Ńü»ÕżÜŃüÅŃü«ń▓ŠÕ»åķā©ÕōüŃéÆÕŖ╣ńÄćńÜäŃü½Õć”ńÉåŃü¦ŃüŹŃüŠŃüÖŃüīŃĆüń®ŹĶ╝ēµ»öńÄćŃü»ŃāåŃé╣ŃāłŃüÖŃéŗÕ┐ģĶ”üŃüīŃüéŃéŖŃüŠŃüÖŃĆéń¦╗ÕŗĢõĖŁŃü½ķā©ÕōüŃéÆÕłåķøóŃā╗µö»µīüŃüÖŃéŗŃü«Ńü½ÕŹüÕłåŃü¬ŃāĪŃāćŃéŻŃéóŃüīÕ┐ģĶ”üŃü¦ŃüÖŃĆéķĢĘÕ░║ŃüŠŃü¤Ńü»ÕŻŖŃéīŃéäŃüÖŃüäķā©ÕōüŃü¦Ńü»ŃĆüŃāüŃāźŃā╝Ńā¢ŃāÉŃéżŃā¢Ńā¼Ńā╝Ńé┐Ńā╝ ŃüŠŃü¤Ńü»ńē╣ÕłźŃü¬ń®ŹĶ╝ēµ¢╣µ│ĢŃü«µ¢╣ŃüīŃéłŃéŖĶē»ŃüäÕłČÕŠĪŃéƵÅÉõŠøŃüÖŃéŗÕĀ┤ÕÉłŃüīŃüéŃéŖŃüŠŃüÖŃĆé
Ńé│Ńā│ŃāæŃé”Ńā│ŃāēŃü©Ńā¬Ńā│Ńé╣Ńü¦µ«ŗńĢÖńē®ŃéÆķś▓ŃüÉ
µ«ŗńĢÖńē®Ńü»ń▓ŠÕ»åķā©ÕōüŃü½Ńü©ŃüŻŃü”µĘ▒Õł╗Ńü¬ÕĢÅķĪīŃü¦ŃüéŃéŖŃĆüń®┤ŃĆüŃé╣ŃāŁŃāāŃāłŃĆüŃāÆŃā│ŃéĖķā©Ńü½ķÜĀŃéīŃü”ŃüŚŃüŠŃüåÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆéõ╗ĢõĖŖŃüÆŃé│Ńā│ŃāæŃé”Ńā│Ńāē Ńü»ķćæÕ▒×ÕŠ«ń▓ÆÕŁÉŃü«µćĖµ┐üŃĆüµ┤ŚµĄäµĆ¦Ńü«ÕÉæõĖŖŃĆüµ│ĪÕłČÕŠĪŃĆüńØĆĶē▓ķś▓µŁóŃü½ÕĮ╣ń½ŗŃüĪŃüŠŃüÖŃĆéŃé│Ńā│ŃāæŃé”Ńā│ŃāēŃü»µØɵ¢ÖŃü©Õ┐ģĶ”üŃü¬ĶĪ©ķØóńŖȵģŗŃü½ķü®ÕÉłŃüŚŃü”ŃüäŃü¬ŃüæŃéīŃü░Ńü¬ŃéŖŃüŠŃüøŃéōŃĆé
ķā©ÕōüŃüīµ┐ĪŃéīŃü”ŃüäŃéŗńŖȵģŗŃü¦Ńü»ÕĢÅķĪīŃüīŃü¬ŃüÅŃü”ŃééŃĆüõ╣ŠńćźÕŠīŃü½Ķå£ŃüīĶ”ŗŃüłŃéŗÕĀ┤ÕÉłŃü»ŃĆüŃüÖŃüÖŃüÄÕōüĶ│¬ŃĆüµ░┤Ńü«µĖģµĄäÕ║”ŃĆüŃé│Ńā│ŃāæŃé”Ńā│Ńāēµ┐āÕ║”ŃĆüõ╣ŠńćźķƤÕ║”ŃéÆńó║Ķ¬ŹŃüŚŃü”ŃüÅŃüĀŃüĢŃüäŃĆéÕż¢Ķ”│ÕōüĶ│¬ŃüīķćŹĶ”üŃü¬ķā©ÕōüŃü¦Ńü»ŃĆüµ┤ŚµĄäŃüŖŃéłŃü│õ╣ŠńćźÕĘźń©ŗŃééõ╗ĢõĖŖŃüÆÕĘźń©ŗŃü«õĖĆķā©Ńü©ŃüŚŃü”µē▒ŃüåŃü╣ŃüŹŃü¦ŃüÖŃĆé
2µ«ĄķÜÄŃāŚŃāŁŃé╗Ńé╣Ńü«µ¢╣ŃüīÕ«ēÕģ©Ńü¬ÕĀ┤ÕÉł
ń▓ŠÕ»åķā©ÕōüŃü»ĶżćµĢ░Ńü«ÕĘźń©ŗŃéÆÕ┐ģĶ”üŃü©ŃüÖŃéŗŃüōŃü©ŃüīŃéłŃüÅŃüéŃéŖŃüŠŃüÖŃĆé1ŃüżŃü«Õ╝ĘŃüäÕĘźń©ŗŃü»ŃāÉŃā¬ŃéÆĶ┐ģķƤŃü½ķÖżÕÄ╗Ńü¦ŃüŹŃüŠŃüÖŃüīŃĆüŃé©ŃāāŃéĖŃéÆõĖĖŃéüŃü¤ŃéŖŃā×ŃāāŃāłŃü¬ĶĪ©ķØóŃéƵ«ŗŃüŚŃü¤ŃéŖŃüÖŃéŗÕÅ»ĶāĮµĆ¦ŃééŃüéŃéŖŃüŠŃüÖŃĆ鵫ĄķÜÄńÜäŃü¬ŃāŚŃāŁŃé╗Ńé╣Ńü»ŃéłŃéŖĶē»ŃüäÕłČÕŠĪŃéƵÅÉõŠøŃüŚŃüŠŃüÖŃĆé
- Ńé╣ŃāåŃā╝ŃéĖ1: ŃéĘŃāŻŃā╝ŃāŚŃü¬Ńé©ŃāāŃéĖŃéäÕŖĀÕĘźńŚĢŃéÆķÖżÕÄ╗ŃüÖŃéŗŃü¤ŃéüŃü«Ķ╗ĮŃüäŃāÉŃā¬ÕÅ¢ŃéŖŃüŠŃü¤Ńü»Õ╣│µ╗æÕī¢ŃĆé
- Ńé╣ŃāåŃā╝ŃéĖ2: ŃéłŃéŖń┤░ŃüŗŃüäõ╗ĢõĖŖŃüÆŃüŠŃü¤Ńü»ńĀöńŻ©Ńü½ŃéłŃéŖŃĆüĶĪ©ķØóŃü«Ķ│¬µä¤Ńü©Õż¢Ķ”│ŃéƵö╣Õ¢äŃüÖŃéŗŃĆé
- µ£ĆńĄéµ┤ŚµĄä:µ«ŗńĢÖńē®ŃĆüµ░┤µ╗┤ĶĘĪŃĆüŃüŠŃü¤Ńü»ķ¢ēŃüśĶŠ╝ŃéüŃéēŃéīŃü¤µ▒ܵ¤ōŃéÆķś▓ŃüÉŃü¤ŃéüŃĆüķā©ÕōüŃéÆŃüÖŃü░ŃéäŃüÅŃüÖŃüÖŃüÄŃĆüõ╣ŠńćźŃüĢŃüøŃüŠŃüÖŃĆé
- µż£µ¤╗’╝ÜõĖĆÕ«ÜŃü«ńģ¦µśÄõĖŗŃü¦ŃĆüń®┤ŃĆüŃé╣ŃāŁŃāāŃāłŃĆüŃé©ŃāāŃéĖŃĆüŃüŖŃéłŃü│µÄźĶ¦”ķØóŃéÆńó║Ķ¬ŹŃüŚŃüŠŃüÖŃĆé
ŃéłŃüÅŃüéŃéŗķ¢ōķüĢŃüä’╝łķü┐ŃüæŃéŗŃü╣ŃüŹńé╣’╝ē
- ŃüÖŃü╣Ńü”Ńü«ŃāÉŃā¬ÕĢÅķĪīŃéÆÕ╝ĘÕŖøŃü¬ÕłćÕēŖŃāĪŃāćŃéŻŃéóŃü¦Ķ¦Żµ▒║ŃüŚŃéłŃüåŃü©ŃüÖŃéŗŃüōŃü©ŃĆé
- ń▓ŠÕ»åŃü¬Ńé©ŃāāŃéĖŃüīõĖĖŃüÅŃü¬ŃéŗŃüŠŃü¦ŃéĄŃéżŃé»Ńā½µÖéķ¢ōŃéÆÕ╗ČķĢĘŃüÖŃéŗŃüōŃü©ŃĆé
- µĘĘķøæŃüŚŃü¤ŃāÉŃāāŃāüŃü¦Ńü«ķā©ÕōüÕÉīÕŻ½Ńü«µÄźĶ¦”ŃéÆńäĪĶ”¢ŃüÖŃéŗŃüōŃü©ŃĆé
- ń®┤ŃĆüŃāÆŃā│ŃéĖķā©ŃĆüŃé╣ŃāŁŃāāŃāłŃéÆńó║Ķ¬ŹŃüøŃüÜŃü½ŃāĪŃāćŃéŻŃéóŃéÆķüĖÕ«ÜŃüÖŃéŗŃüōŃü©ŃĆé
- µ╣┐Õ╝Åõ╗ĢõĖŖŃüÆÕŠīŃü«ŃüÖŃüÖŃüÄŃüŖŃéłŃü│õ╣Šńćźń«ĪńÉåŃéÆń£üńĢźŃüÖŃéŗŃüōŃü©ŃĆé
- Ķ”ŗŃüłŃéŗĶĪ©ķØóŃüĀŃüæŃü¦Õłżµ¢ŁŃüŚŃĆüķÜĀŃéīŃü¤ķā©ÕłåŃü«µ«ŗńĢÖńē®ŃéÆĶ”ŗĶÉĮŃü©ŃüÖŃüōŃü©ŃĆé
ķ¢óķĆŻŃéĮŃā¬ŃāźŃā╝ŃéĘŃā¦Ńā│
Õī╗ńÖéµ®¤ÕÖ©ķā©ÕōüŃéäŃüØŃü«õ╗¢Ńü«ń▓ŠÕ»åķā©ÕōüÕÉæŃüæŃü½Õ«ēÕ«ÜŃüŚŃü¤õ╗ĢõĖŖŃüÆŃāŚŃāŁŃé╗Ńé╣ŃéÆķ¢ŗńÖ║ŃüŚŃü”ŃüäŃéŗÕĀ┤ÕÉłŃĆüõ╗źõĖŗŃü«ŃāÜŃā╝ŃéĖŃü»ķü®ÕłćŃü¬µ®¤µó░ŃĆüŃāĪŃāćŃéŻŃéóŃĆüŃé│Ńā│ŃāæŃé”Ńā│ŃāēŃü«µ»öĶ╝āŃü½ÕĮ╣ń½ŗŃüĪŃüŠŃüÖ’╝Ü
ń▓ŠÕ»åķā©ÕōüÕÉæŃüæŃü½ÕłČÕŠĪŃüĢŃéīŃü¤õ╗ĢõĖŖŃüÆŃāŚŃāŁŃé╗Ńé╣ŃüīÕ┐ģĶ”üŃü¦ŃüÖŃüŗ’╝¤
ķā©ÕōüŃü«µØÉĶ│¬ŃĆüÕåÖń£¤ŃĆüÕø│ķØóŃĆüŃāÉŃā¬Ńü«õĮŹńĮ«ŃĆüķćŹĶ”üŃü¬Ńé©ŃāāŃéĖŃĆüĶĪ©ķØóĶ”üµ▒éŃĆüŃüŖŃéłŃü│ŃāÉŃāāŃāüµĢ░ķćÅŃéÆŃüŖķĆüŃéŖŃüÅŃüĀŃüĢŃüäŃĆéJINTAIJINŃü»ŃĆüŃāŚŃāŁŃé╗Ńé╣Ńü½ńĢ░Ńü¬ŃéŗŃāĪŃāćŃéŻŃéóŃĆüµ«ĄķÜÄńÜäŃü¬õ╗ĢõĖŖŃüÆÕĘźń©ŗŃĆüµö╣Õ¢äŃüĢŃéīŃü¤µ┤ŚµĄäŃĆüŃüŠŃü¤Ńü»ŃéłŃéŖÕłČÕŠĪŃüĢŃéīŃü¤µ®¤µó░Ķ©ŁÕ«ÜŃüīÕ┐ģĶ”üŃüŗŃü®ŃüåŃüŗŃü«µż£Ķ©ÄŃéÆŃüŖµēŗõ╝ØŃüäŃü¦ŃüŹŃüŠŃüÖŃĆé
 +86-592-2381506
+86-592-2381506 




 ŃéĄŃāØŃā╝ŃāłŃüĢŃéīŃü”ŃüäŃéŗIPv6ŃāŹŃāāŃāłŃā»Ńā╝Ńé»
ŃéĄŃāØŃā╝ŃāłŃüĢŃéīŃü”ŃüäŃéŗIPv6ŃāŹŃāāŃāłŃā»Ńā╝Ńé» 